Áo giáp Krupp của Đế quốc Nga. Hãy cùng lập kỷ lục

Bài viết này và các tài liệu tiếp theo nó xuất hiện nhờ một lượng lớn dữ liệu về các cuộc thử nghiệm bắn đạn xuyên giáp trong nước có đầu xuyên giáp trong giai đoạn 1901–1903, do E. A. Berkalov đưa ra trong cuốn sách “Thiết kế của Hải quân” Đạn pháo." Phân tích thông tin này đã dẫn đến một số kết luận rất bất ngờ.
Các tính năng của bài kiểm tra và báo cáo về chúng
Việc bắn được thực hiện bằng đạn xuyên giáp không tải từ các nhà máy Perm, Obukhov và Putilov chống lại các tấm áo giáp được tôi cứng bằng phương pháp Krupp. Độ dày của các tấm giáp thay đổi từ 127 đến 305 mm. Những tấm này được lắp đặt trên khung của một cấu trúc duy nhất, không thay đổi tùy thuộc vào độ dày của tấm, ngoại trừ một ngoại lệ.
Trong mọi trường hợp, một lớp vỏ thép phẳng thẳng đứng dày 38,1 inch (12,7 mm) đã được lắp đặt trên các trụ (khung) thẳng đứng. Tuy nhiên, chiếc áo khoác không phải nguyên khối mà bao gồm ba tấm thép nửa inch (4 mm) xếp chồng lên nhau. Một lớp lót bằng gỗ thông 102 inch (83 mm) được đặt trên áo, trên đó có lắp tấm giáp. Ngoại lệ là tấm giáp số 2 của nhà máy Obukhov. Nó bị cong nên độ dày của lớp lót thông bên dưới thay đổi từ 20 đến 50,8 inch (508–XNUMX mm).
Tất cả các loại đạn được thử nghiệm đều được trang bị đầu xuyên giáp của hệ thống "Makarov" - mặc dù thiết kế của đầu đạn không được chỉ ra trực tiếp, nhưng vào năm 1901–1903. Đơn giản là không thể có bất kỳ lời khuyên nào khác.
Hầu như tất cả các phát bắn đều được bắn ở mức bình thường (90 độ). Hai trường hợp được mô tả khi đạn bắn trúng ở góc 25 độ và 28 độ, nhưng cả hai phát đạn này đều bắn vào một tấm cong - có thể giả định rằng những góc này không được hình thành do chủ ý của người bắn mà là do sai lệch. của quỹ đạo đạn trong chuyến bay do sự phân tán.
Vì trong quá trình thử nghiệm, có trường hợp đạn bắn trúng chỗ bị suy yếu do trúng đạn trước đó nên kết quả đó đã được ghi lại nhưng không được tính và được đặc biệt lưu ý. Tôi sẽ làm tương tự.
Đối với mỗi lần chụp, những điều sau đây được chỉ định:
1. Cỡ nòng và trọng lượng chính xác của đạn. Đối với một loại đạn có cùng cỡ nòng, chúng có chút khác biệt. Ví dụ, sự khác biệt giữa đạn pháo 120 mm nặng nhất và nhẹ nhất của nhà máy Obukhov là 153 gram.
2. Số lượng tấm giáp, độ dày của nó.
3. Tốc độ của đạn tại thời điểm va chạm vào áo giáp và góc lệch so với bình thường. Với những trường hợp ngoại lệ hiếm hoi, nó bằng không.
4. Mô tả về những gì đã bị xuyên thủng, đạn có còn nguyên vẹn hay không và nó hoặc các mảnh vỡ của nó được tìm thấy ở đâu, cũng như các thông tin bổ sung khác, chẳng hạn như “nhân lực” được tính toán của đạn.
Thông thường, mô tả thử nghiệm được giới hạn ở những dữ liệu này. Nhưng E. A. Berkalov cũng trích dẫn những dữ liệu cực kỳ quan trọng khác mà tôi chưa từng gặp trước đây:
1. Vận tốc xuyên lý thuyết của tấm này đối với đạn không có đầu. Đây là lần đầu tiên tôi bắt gặp chỉ số này và rất khó để đánh giá quá cao giá trị của nó - nhờ nó mà chúng ta sẽ thấy được độ bền của áo giáp Krupp sản xuất trong nước như tổ tiên chúng ta đã hiểu vào những năm 1901–1903.
2. Thứ mà tôi chưa bao giờ mong đợi sẽ thấy là một chỉ báo được gọi là “hệ số sàn”. Hệ số này cho thấy tấm áo giáp đặc biệt này vượt trội hơn bao nhiêu so với tấm tiêu chuẩn có độ dày tương đương xét về độ bền.
Nhờ những thông tin toàn diện như vậy, tôi có cơ hội đánh giá cả độ bền tính toán và độ bền thực tế của áo giáp Krupp sản xuất trong nước, cũng như xác định khả năng của đầu xuyên giáp của thiết kế “Makarov”.
Но обо всем по порядку.
Điện trở của áo giáp Krupp - giá trị tính toán
Dựa trên dữ liệu trên tôi đã tạo một bảng, bên dưới sẽ có những bình luận về nó.
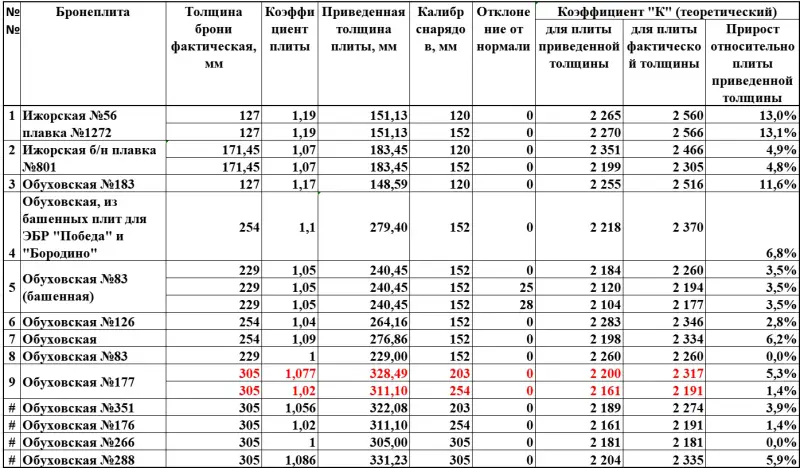
Vì vậy, điều đầu tiên tôi làm là tính hệ số “K” bằng công thức de Marre cho cả độ dày thực tế và độ dày giảm đi của các tấm giáp. Phương pháp này rất đơn giản.
Ví dụ, hãy lấy tấm Izhora số 56 tan chảy số 1272 - độ dày của nó là 127 mm. Cho biết hệ số của tấm này là 1,19; và nó phải bị xuyên thủng bởi một viên đạn 120 mm nặng 20,17 kg không có đầu với tốc độ 2 feet mỗi giây (535 m/giây). Trong trường hợp này, các tính toán sử dụng công thức de Marre cho thấy “K” = 772,7. Đây sẽ là giá trị tính toán về độ bền được mong đợi từ tấm áo giáp đặc biệt này.
Nhưng bạn cần phải lưu ý rằng tấm đặc biệt này hóa ra cực kỳ tốt và độ bền của nó cao hơn 19% so với tiêu chuẩn. Do đó, nó tương ứng với tấm giáp 151,13 mm có độ bền tiêu chuẩn. Thay vào phép tính 127 mm độ dày thực tế của tấm 151,13 mm, tôi nhận được “K” = 2 - chính hệ số này đặc trưng cho độ bền của tấm Krupp tiêu chuẩn sản xuất trong nước so với đạn 265 mm.
Ở đây, có lẽ, một lần nữa tôi muốn thu hút sự chú ý của độc giả thân mến về điểm đặc biệt của công thức xuyên giáp do de Marr đưa ra. Sự gia tăng độ dày của áo giáp không tỷ lệ thuận với sự gia tăng tốc độ của viên đạn xuyên qua lớp giáp này (tốc độ của viên đạn thay đổi tỷ lệ thuận với độ dày của áo giáp với công suất 0,7). Ngược lại, hệ số “K” thay đổi tỷ lệ thuận với tốc độ. Do đó, việc tăng khả năng chống chịu (độ dày) của áo giáp lên 19% đòi hỏi phải tăng “K” và tốc độ đạn xuyên qua nó chỉ 13,02%.
Tôi rất sẵn lòng cung cấp không chỉ các giá trị tính toán của hệ số “K” mà còn cả vận tốc đạn cần thiết để xuyên giáp, nhưng trong bảng này điều này là không thể, vì những vận tốc này, mặc dù hơi khác nhau, vẫn khác nhau tùy thuộc vào khối lượng của đạn. Trong tương lai, khi tôi xuất bản mô tả về từng cú đánh, tất nhiên những tốc độ này sẽ được giới thiệu tới bạn đọc thân mến.
Câu hỏi đặt ra: độ bền thực tế của một tấm áo giáp cụ thể được xác định như thế nào?
Sách giáo khoa của E. A. Berkalov không có câu trả lời trực tiếp cho câu hỏi này, nhưng nó chỉ ra rằng đối với các tấm Obukhov số 176 và 177 dành cho đạn pháo 254 mm, thông số này được xác định bằng các phát bắn thử. Có thể giả định rằng đối với các tấm khác, nó được lắp đặt theo cách tương tự.
Những phát hiện
1. Kết luận quan trọng nhất rút ra từ các tính toán trên là sự khác biệt lớn về độ bền của các tấm giáp Krupp sản xuất trong nước, độ bền của từng bản sao có thể vượt quá tiêu chuẩn đã thiết lập tới 19%.
2. Vượt quá sức đề kháng tiêu chuẩn của các tấm áo giáp là điều bình thường. Trong số 13 tấm áo giáp, chỉ có 2 tấm có sức mạnh đạt tiêu chuẩn, phần còn lại tỏ ra mạnh hơn.
3. Độ bền của các tấm áo giáp được tính toán có tính đến các loại đạn cụ thể. Vì vậy, ví dụ, cùng một tấm Obukhov số 177 đã vượt quá tiêu chuẩn khi tiếp xúc với đạn pháo 203 mm 7,7% (hệ số tấm 1,077) và khi tiếp xúc với đạn pháo 254 mm - chỉ 2% (1,02). Tất nhiên, điều này một lần nữa nhấn mạnh rằng hệ số “K” theo công thức de Marre xác định khả năng chống bảo vệ không phải “nói chung” mà liên quan đến một loại đạn cụ thể.
4. Giá trị “K” được tính toán cho các tấm áo giáp không cong dao động ngay cả trong cùng cỡ nòng của đạn:
– Vỏ 120 mm: 2–255 đối với tấm có độ dày cho trước và 2–265 đối với tấm thực tế;
– Đạn 152 mm: 2–198 đối với tấm có độ dày giảm và 2–283 đối với độ dày thực tế;
– Đạn 203 mm – 2–189 đối với tấm có độ dày nhất định và 2–200 đối với tấm thực tế;
– Đạn 254 mm – 2 đối với tấm có độ dày cho trước và 161 đối với độ dày thực tế;
– Đạn 305 mm – 2–181 đối với tấm có độ dày nhất định và 2–204 đối với tấm thực tế.
5. Nhìn chung, có một xu hướng đáng chú ý là các tấm tương đối mỏng so với đạn có cỡ nòng khá nhỏ cho thấy khả năng chống chịu tốt hơn các tấm có độ dày lớn hơn dưới ảnh hưởng của cỡ nòng lớn.
6. Có một điểm kỳ lạ trong cách tính toán độ bền của tấm cong - độ lệch so với bình thường càng lớn thì độ bền tính toán của nó càng thấp.
7. Áo giáp cong có độ bền kém hơn áo giáp “phẳng”. Hai tấm giáp dày 229 mm chịu hỏa lực từ đạn pháo 152 mm, nhưng “K” tối thiểu đối với tấm cong là 2 và đối với tấm phẳng là 104.
Giả thuyết về sự khác biệt về khả năng chống giáp
Làm thế nào mà khi chế tạo tấm xi măng lại có sự thay đổi về độ bền như vậy? Ở đây, than ôi, tôi chỉ có thể suy đoán.
Rõ ràng, nếu chúng ta lấy hai phôi hoàn toàn giống nhau và thực hiện các thao tác hoàn toàn giống nhau trên chúng, thì kết quả là chúng ta sẽ có được hai tấm áo giáp hoàn toàn giống nhau. Nhưng trong cuộc sống, tất nhiên, điều này không xảy ra - thành phần của phôi thay đổi và các thao tác trong quy trình kỹ thuật không được thực hiện giống hệt nhau mà có một số dung sai nhất định.
Đồng thời, quá trình tạo tấm xi măng bằng phương pháp Krupp rất khó khăn. Tôi sẽ trình bày ngắn gọn theo mô tả của P.V. Sakharov đáng kính trong tác phẩm “Chế tạo các tấm áo giáp bằng phương pháp Krupp”.
Đầu tiên, thép có thành phần hóa học nhất định được hàn. Sau đó, nó được nấu chảy trong lò nung lộ thiên và đúc vào khuôn gang thành các thỏi nặng hơn 70% trọng lượng của tấm ở dạng cuối cùng.
Sau đó các thỏi được làm nguội, lấy ra khỏi khuôn, nung lại và cán đến trạng thái hơi dày hơn mức cần thiết. Việc cán kéo dài 40–55 phút, sau đó đưa trở lại vào lò nướng.
Phôi được làm nóng đến 600 độ hiện được đưa đi dưới máy ép, sau đó được làm sạch xỉ và tạp chất.
Sau đó, hai tấm được lấy ra, lắp đặt các bề mặt xi măng với nhau sao cho khoảng cách giữa chúng là vài cm, và ở đó, được nung nóng đến gần một nghìn độ, những tấm này tồn tại từ 7 đến 20 ngày và khí thoát ra giữa chúng theo thứ tự. để “cacbon hóa” bề mặt được xi măng.
Tấm nóng được làm mát bằng dầu, trong khi bản thân dầu được làm mát bằng nước tuần hoàn, đun nóng lại rồi ngâm trong nước. Và sau đó - một lần nữa dưới máy ép, bây giờ tạo cho tấm tương lai có hình dạng mong muốn. Hơn nữa, quá trình này có thể được lặp lại nếu cần thiết nếu không đạt được trạng thái yêu cầu của phôi trong lần đầu tiên.
Sau đó đưa trở lại vào lò nung, nhưng quy trình phức tạp hơn lần trước, vì nhiệm vụ đông cứng là đưa nhiệt độ của lớp xi măng lên 800–900 độ, còn mặt không xi măng sẽ nóng lên không quá hơn 650 độ. Các kỹ sư Đức đã đạt được điều này bằng cách đặt mặt không tráng xi măng của tấm trên cát ướt, cát này dẫn nhiệt tốt trong khi bề mặt xi măng vẫn lộ ra ngoài.
Và cuối cùng, sau quá trình xử lý này, quá trình đông cứng cuối cùng xảy ra với những tia nước rơi xuống mặt phẳng xi măng.
Tất nhiên, quy trình sản xuất đĩa Krupp ở các quốc gia khác nhau không giống nhau nhưng vẫn giống nhau ở một mức độ nhất định. Và có thể giả định rằng một số sai lệch trong thành phần của phôi, cũng như trong quy trình công nghệ (điều kiện nhiệt độ, v.v.) đã dẫn đến sự khác biệt về độ bền của các tấm áo giáp trình bày ở trên.
Và ở đây câu hỏi thứ hai được đặt ra - nếu có rất nhiều tấm áo giáp có độ bền vượt quá giá trị tiêu chuẩn thì có bao nhiêu tấm áo giáp không đạt tiêu chuẩn?
Không thể nói rằng không có cái nào đơn giản vì chúng không được sử dụng để thử đạn pháo, vì đây sẽ là một “sai lầm của người sống sót” điển hình. Ai biết được, có thể một số tấm áo giáp được đưa đi thử nghiệm đã bị từ chối do bắn thử, và Giáo sư E.A. Berkalov đơn giản là không chỉ ra điều này trong công việc của mình, vì điều này không hề liên quan đến việc thiết kế đạn?
Tôi giả định (nhưng đây chỉ là giả thuyết) rằng độ bền tiêu chuẩn của tấm Krupp sản xuất trong nước là điện trở tối thiểu hoặc gần bằng nó, đạt được bằng cách quan sát thành phần hóa học của thép và các yêu cầu của quy trình kỹ thuật. Nghĩa là, tiêu chuẩn là cường độ tối thiểu mà tấm sàn sẽ thể hiện, ngay cả khi phần lớn dung sai hóa học và công nghệ đều chống lại nó. Độ bền giảm xuống dưới tiêu chuẩn xảy ra khi thành phần hóa học của phôi ban đầu không đạt yêu cầu hoặc vi phạm quy trình kỹ thuật, hay nói cách khác là có sai lệch vượt quá dung sai tối đa cho phép.
Để ủng hộ giả thuyết này tôi có thể nói như sau.
Rõ ràng, có một số giá trị điện trở tối thiểu và tối đa mà một tấm áo giáp có thể có nếu đáp ứng các yêu cầu giới hạn về thành phần hóa học của phôi và quy trình kỹ thuật. Nói một cách đơn giản, nếu tất cả các dung sai là điểm cộng, chúng ta sẽ có được tấm có độ bền tốt nhất, và nếu ngược lại, đó là điểm trừ thì độ bền sẽ ở mức tối thiểu. Giữa mức tối thiểu và tối đa này, độ bền của các tấm áo giáp được sản xuất sẽ khác nhau. Nhưng thật khó để tưởng tượng rằng độ lệch và dung sai đến mức độ bền của tấm thay đổi cộng hoặc trừ 19% so với giá trị trung bình.
Một lần nữa, nếu chúng ta giả định rằng, chẳng hạn, điện trở tiêu chuẩn được đặt ở một mức trung bình nhất định, thì trong trường hợp này, khoảng một nửa số tấm áo giáp sẽ thấp hơn mức yêu cầu và sẽ không được khách hàng chấp nhận. Nhưng sau đó chúng ta sẽ có bằng chứng về việc loại bỏ áo giáp thường xuyên và hàng loạt, điều mà tôi chưa bao giờ thấy trong các nguồn tài liệu. Đúng, có sai sót, vâng, tất nhiên một số lô hàng đã bị từ chối, nhưng không phải một nửa số sản phẩm được sản xuất.
Vì vậy tôi nghĩ giả thuyết của tôi là đúng. Tôi cũng cho rằng điều đó là công bằng và có thể áp dụng cho áo giáp không chỉ của các nhà sản xuất trong nước mà còn của các nhà sản xuất nước ngoài.
Lưu ý rất quan trọng
Như đã đề cập ở trên, các cuộc thử nghiệm bắn, trên cơ sở đưa ra kết luận trên, được thực hiện trong giai đoạn 1901–1903. Nhưng chúng ta không được quên rằng yêu cầu đạn xuyên qua áo giáp phải còn nguyên vẹn đã được đưa ra sau đó - chỉ vào năm 1905.
Điều này dẫn đến một kết luận rất đơn giản: hệ số “K” trên đáp ứng yêu cầu xuyên giáp mà không bảo toàn tính toàn vẹn của đạn. Nếu chúng ta đặt ra điều kiện bảo quản toàn bộ đạn, thì để thực hiện được điều đó, tốc độ đạn trên áo giáp phải lớn hơn và chỉ số “K” của áo giáp nội địa sẽ cao hơn tốc độ ghi trong bảng ở tài liệu này. .
Tiếp theo, chúng ta sẽ xem xét kết quả thử nghiệm bắn đối với tất cả các cỡ nòng: từ 120 mm đến 305 mm.
Để được tiếp tục ...
tin tức